프린팅 레이어(Layer)를 만드는 도구일뿐!!
Slicer라는 용어에서 알 수 있듯이, 이 프로그램은 조형할 입체의 Z축을 XY평면으로 얇게 자르는 역할을 하는 도구입니다.
XY평면은 4K 또는 8K의 매우 좋은 해상도로 표현될 것 이지만, Z축은 기계적 메카니즘으로 0.025mm, 0.05mm 등과 같이 사용자가 임의의 높이로 설정할 수 있습니다.
Z축의 해상도를 높이기 위해서 0.0125mm와 같은 극단적 세밀함을 설정할 수도 있겠지만, 여러가지 변수를 고려해야 하고 세공을 거쳐야하는 주얼리에 제품의 조형에 적절하겠는가? 하는 문제까지 고려해야 합니다.
Z축을 극단적으로 얇게 했을 때의 문제점을 살펴보면,
프린팅 시간이 비례치보다 약간 더 늘어난다. - 주얼리에서는 세공이나 광택과정을 거쳐야 하기 때문에 이를 고려한 수치보다 높을 필요가 없습니다.
프린팅 Expouser Time을 새롭게 구해야 한다. - 두꺼우면 시간을 늘려야 하고, 얇으면 시간을 줄여야 레진이 조형될 것 입니다. 너무 얇게하면 좀 더 미세하게 시간을 줄여 조정해야 하기 때문에 자칫 과경화와 미경화의 오류에 빠질 수 있습니다.
Z축의 오류로 모두 망칠수 있다. - 잘 조형되다가, 어느 순간에 레이어가 어긋나게 출력된 경우를 경험해 본 사람이라면 Z축의 저주를 알 수 있습니다. 조형된 XY평면이 너무 넓어 FEP필름과 박리되면서 Z축에 영향을 줬을 수 도 있고, 수없이 반복되는 Z축의 상하이동으로 그 구간에 응력(Stress)이 쌓여 정밀도가 떨어진 영향으로 발생할 수도 있지만, 결과는 치명적입니다.
결론적으로 말하면
지나친 Z축의 정밀한 조정은 오류 가능성을 높일 수 있다는 점을 경계하시길 추천드립니다.
이런 까닭으로 우리는 Z측 Slicing 높이를 주로 0.025mm로 셋팅하고 진행하고 있다는 점도 참고하시기 바랍니다.
메인화면 이해하기
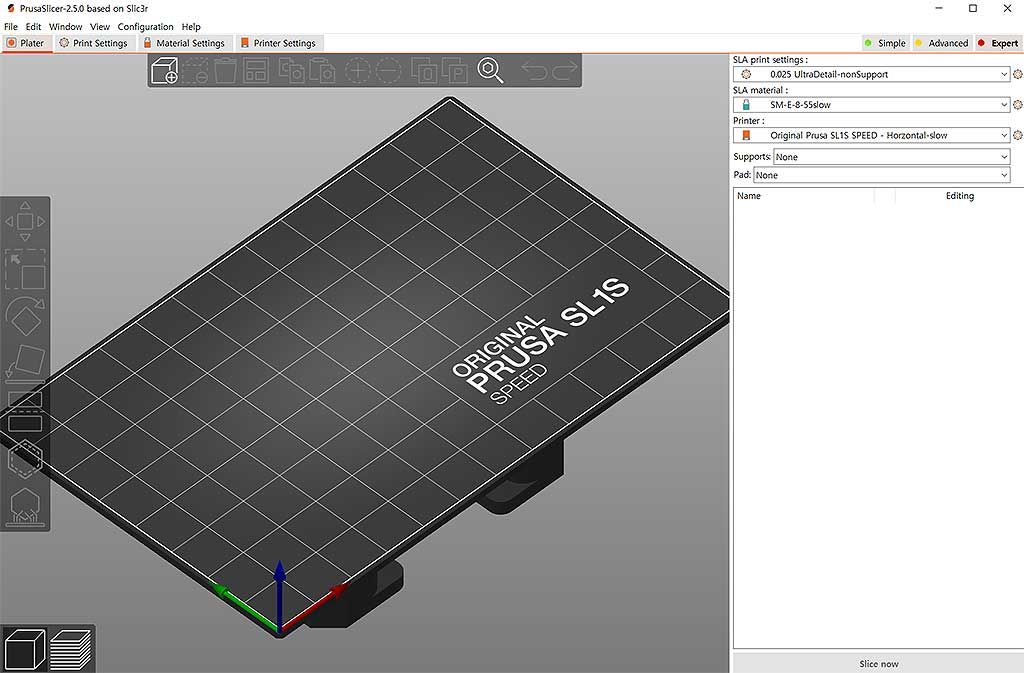
Slicer의 초기 화면입니다.
Printing Bed가 있고, 메뉴 바들이 존재합니다.
우리는 주얼리에 집중해서 이 프로그램을 사용할 예정이며, 가장 효과적으로 주얼리를 출력하기 위해서 사용할 수 있는 방법에 대해서 이야기 할 것이므로 전반적인 메뉴 사용 설명보다는 필요한 부분 설명에 집중할 것 입니다.

상단의 메뉴 탭을 보면
Plater - 가상화면 보기
Print Settings - 프린팅 변수을 지정할 수 있는 탭
Material Settings - 레진과 관련된 속성을 지정할 수 있는 탭
Printer Settings - 프린터와 관련된 속성과 동작 변수를 지정할 수 있는 탭
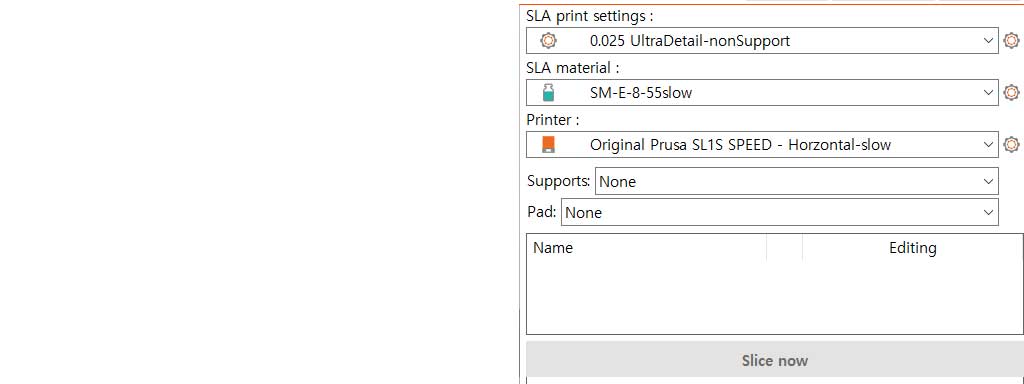
오른 쪽의 메뉴 탭은 상단 메뉴탭에서 설정한 상세 선택 값을 볼 수 있는 탭입니다.
맨 위의 SLA print setting - 레진으로 프린팅 할 때 사용할 수 있는 변수를 지정한 값의 목록을 보여주는 항목으로 0.025 UltraDetail-nonSupport 라고 하는 제목은 Z축을 0.025mm로 미세하게 적층하고, Supporter없이 Slicer프로그램을 사용하겠다는 내가 만든 목록입니다.
중간의 SLA material 은 Materail Settings에서 지정하고 선택한 값을 보여주는 항목으로 어떤 레진으로 어떤 Expouser 값을 갖고 프린팅할 것 인가를 선택하는 항목입니다.
SM E-8-55slow는 E-8버전의 레진으로 몸체를 적층할 때 Expouser Time 을 5.5초로 할 것이며, FEP필름과 박리될 때의 동작을 Slow로 하겠다는 지정값을 선택했다는 것을 보여주는 항목입니다.
Printer는 Slicer 프로그램이 여러가지 종류의 프린터를 지원하기 때문에, 내가 선택한 프린터의 종류를 알려주는 항목으로 Original Prusa SL1S SPEED - Horzontal-slow는 Prusa SL1S SPEED 프린터로 수평방향으로 적층할 때 값으로 FEP박리 때의 동작을 Slow로 선택한 값의 기계적 선택을 했다는 것을 표현한 항목입니다.
아래쪽의 Supports는 Supporter를 어떻게 세울 것인가를 선택하는 항목인데, 나는 None으로 서포터를 프로그램에서 세우지 않고 내가 만들어 기계를 작동시키겠다는 의미입니다.
Pad는 프린팅 베드와 접착될 수 있는 바탕면을 지정하는 항목으로, 나는 None으로 이 항목 역시 내가 만들어 기계를 작동시키겠다는 의미입니다.
나머지 회색으로 된 항목은 프린팅을 할 개체가 프린팅 베이스에 올라가야 표현되는 항목인데, 복사하고 붙여넣고, 이동하고, 회전하고, 배열하고, 확대축소하고, 서포터를 제어하고 등등 편리기능을 탑재하고 있으나, 보기좋게 출력물을 조정해야 하는 피규어와 달리 주얼리는 설계치에 맞게 정확하고 편리하게 출력하는 것을 목적으로 하기 때문에 거의 사용하지 않는 메뉴라고 할 수 있습니다.
Z축에 관련된 프린트 셋팅을 지정한다.
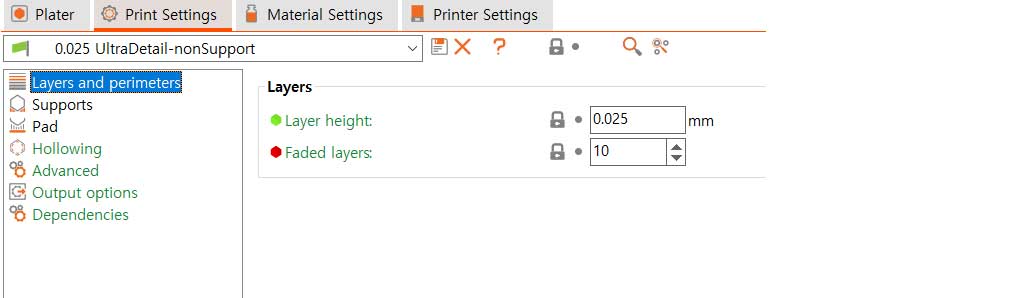
Layer and perimeters - Layer height는 Z축 적층 높이를 설정하는 항목입니다. 0.025mm로 적층하겠다고 설정한 예입니다.
Faded layer는 Printing Bed에 밀착시키기 위해서 과노출로 부착시킬 회수를 지정하는 항목으로 초기 1회부터 지정하는 회수까지 Initial Exposure Time으로 노출될 수 있도록 설정하는 항목입니다.
이 경우에는 10회까지를 기본 설정으로 셋팅되어 있기 때문에, 수치상 설정 값의 합은 0.025mm 가 10회 반복되므로 0.25mm의 두께로 적층되겠지만 초기 노출은 일반 적층 노출값의 3~4배높은 값으로 노출되기 때문에 훨씬 더 두껍게 출력될 것 이라는 것을 예측할 수 있고, 실제 축력물의 두께도 두꺼운 것을 확인할 수 있습니다.
Supports - 는 Auto Support를 세울 때 각각의 항목을 세부 설정하는 탭인데, 주얼리에서는 별로 사용할 경우가 없어 상세설명을 하지 않겠습니다.
Pad - 는 Auto Support와 관련된 항목으로 Printing Bed에 밑받침을 만들것인가? 아닌가를 결정하는 부분입니다. 이 부분도 주얼리에서는 별로 사용하지 않는 변수라서 상세 설명은 하지 않겠습니다.
Hollowing은 입체 피큐어를 출력할 때 내부를 비울 수 있게 하는 항목이고, Advanced, Output options, Dependencies등은 거의 사용하지 않는 항목이라서 Default값으로 그냥 놔둔 상태에서 출력하고 있습니다.
레진 출력 변수를 지정하는 항목입니다.
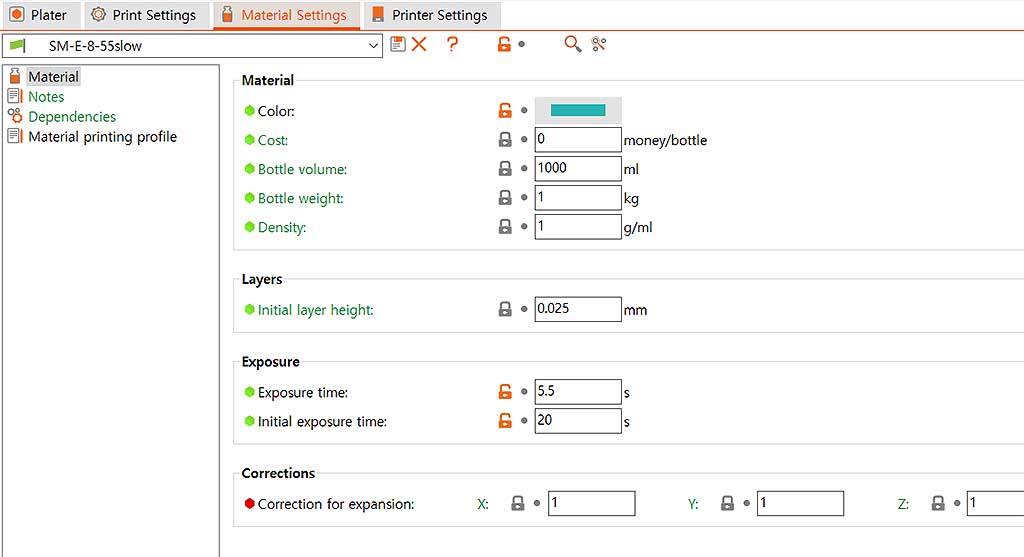
Material - Color, Cost, Bottle volume, Bottle weight, Density 등은 레진을 식별하고, 출력 비용을 산출해 보기 위해서 설정하는 항목인데, 별로 중요한 항목이 아니라서 Defalut값으로 유지하고 있습니다.
layers에서는 Initial layer height로 초기 Z축 높이를 설정할 수 있도록 해 놓았는데, 우리는 편의상 초기 적층 높이와 조형물 적층 높이를 동일하게 설정하여 사용하고 있습니다.
Exposure - 이 항목이 레진의 특성에 맞춰 실험 출력을 하면서 변수를 조정해 나가야 하는 부분입니다.
Exposure time - 은 실물 적층 부분의 노츨 시간을 설정하는 부분이고, Initial exposure time - 은 Printing Bed에 초기 접착을 위해 노출하는 시간을 설정하는 부분입니다. 우리 E-8레진을 기준으로 초기 노출 시간은 20s이고, 실물 적층 시간은 0.025mm 레이어당 5.5s로 설정된 것을 볼 수 있습니다.
Corrections는 XYZ축의 출력물을 뽑아보고, 정확하지 않을 때 정확한 출력을 위해서 설정하는 변수입니다. 주얼리에서는 사용 의미가 별로 없어 Defalut값 1로 맞춰진 상태입니다.
Notes, Dependencies등은 거의 사용하지 않는 항목이라서 Default값으로 그냥 놔둔 상태에서 출력하고 있습니다.
Material printing profile에는 Prusa SL1S에만 있는 Print speed라는 항목이 있는데, 이 항목은 적층된 구조물이 FEP필름에서 박리될 때 Tilting을 하는데, 이 속도를 설정할 수 있는 항목이 들어 있습니다. 틸팅 속도를 Slow, High, High viscosity로 설정할 수 있는데, High로 두면 빠른 틸팅 동작으로 레진의 흔들림이 심하여 앏은 출력물일 경우에는 영향을 받을 수 있을 정도이고, Slow는 부드럽게 틸팅 동작이 이뤄져 거의 모든 레진에 적용하여 사용할 수 있습니다. High viscosity는 사용해 보지는 않았지만, 애우 높은 점도의 레진에 사용하면 좋을 것으로 생각되고, Slow보다 훨씬 느린 동작으로 적층 시간이 훨씬 길어질 것으로 예상됩니다.
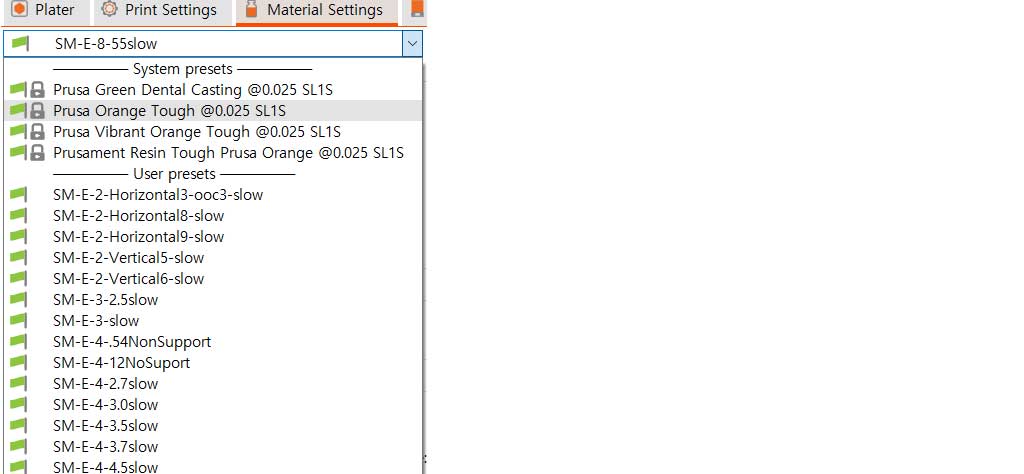
메뉴바 바로 밑의 변수저장 항목은 종류가 다른 레진을 사용했을 때의 변수를 이름을 지정하여 저장하는 항목입니다.
식별 가능한 변수와 중요 변수의 일부를 식별기호로 사용하여 저장하면 선택의 혼선을 줄일 수 있씁니다.
기계 특성과 구동을 지정하는 항목

Size and coordinates - 프린팅 베이스의 크기와 좌표의 영점을 지정할 수 있는 항목입니다. 프린팅 베이스의 크기가 출력할 수 있는 최대치이므로, 이 크기를 알아 라이노에서 프린팅할 항목을 나열하기 위한 크기를 지정하는데 사용할 수 있습니다.
Display - 는 LCD 스크린의 크기와 해상도를 표시한 부분으로 참고만 하시면 됩니다.
Tilt - 는 Prusa SL1S의 특징으로, 조형된 레이어 1개 층이 FEP필름에서 박리될 때 FEP필름과 LCD스크린, 레진 탱크가 한 몬으로 구성된 상태에서 아래 쪽으로 기울어지면서 바깥 쪽부터 떨어질 수 있도록 설계되어 있는데, 이 동작 시간을 지정하는 항목입니다.
동작 상황을 판단해 보고 기준값과 비교하여 적당한 값을 입력하면 됩니다.
Corrections, Exposure는 주얼리에서는 거의 의미가 없는 변수이므로 기본 값을 유지하면 좋겠습니다.